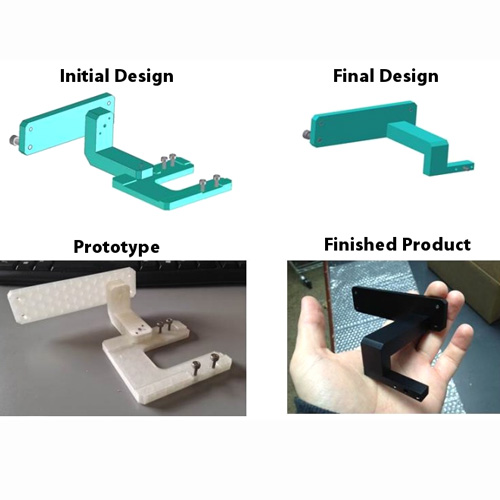
Here at Milwaukee Electronics, our Design Engineering Group regularly solves significant challenges our customers face for their electronics design and PCB layout projects – but we don’t stop there. Read More
Here at Milwaukee Electronics, our Design Engineering Group regularly solves significant challenges our customers face for their electronics design and PCB layout projects – but we don’t stop there. Read More
Milwaukee Electronics began to develop electronics manufacturing solutions for our customers over 60 years ago. Back in 1954, the bourgeoning world of PCB Read More

Please take a few minutes to read the latest Milwaukee Electronics Quarterly Newsletter. In this issue, we discuss: Read More

Next week, on Wednesday October 7th, Milwaukee Electronics will be at the NEDME Show exhibiting. It’s a great local show we attend every year and we’d love to see you there! The show is located on the Tektronix Campus in Beaverton, Oregon. Read More
The latest Milwaukee Electronics company newsletter is out! Please take a few minutes to read the articles we’ve put together, including: Read More

As technology continually advances, new challenges also thereby repeatedly arise for circuit board designers who aim to create products that are both economical to manufacture, and uncomplicated to test. Design for Test (DFT) is a methodology used by PCB designers, Read More

Milwaukee Electronics is pleased to announce the addition of a highly prominent representative firm to our sales team – Insync Engineering Solutions, LLC – headquartered in Littleton, Colorado. Read More

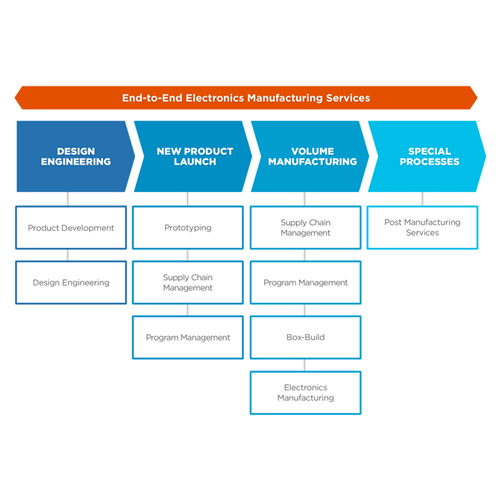
For electronics contract manufacturers like Milwaukee Electronics, helping our customers bring new products to market in a fast, efficient, and highly strategic way is what makes us stand out. Therefore, a review of the New Product Introduction (NPI) process within Read More